
你所在的位置:首页——模具设计培训,UG编程培训交流
作者:宁波蓝天电脑培训学校,时间:20200131
分型面倒角
现代模具制造业飞速发展,模具制造基本由数控设备加工制成,今天所介绍内容为金属模具在设计中的小部分细节。
通常模具设计的时候很少考虑分型面的处理方式,在不断的生产和实践过程中铸造厂慢慢发现分型面细节的重要性,现在我们来分别解说下分型面倒角的几种方式
案例一(模样斜倒角+圆角)
这是一款静压线上使用的模具,产品名称:曲轴(由文登天润公司生产),这套曲轴分型面是由1mm*60°的斜倒角和R1.5如图
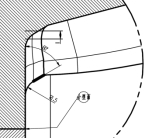

此结构优点:1.防止落沙。
2.起模顺畅
3.模具加工时防止刀具过切。
案例二(防压环结构0.3*5*R1)
静压线模具,产品名称:曲轴(由文登天润公司生产),分型面由厚度0.3mm宽度5mm再加R1的倒圆角,只有一箱形成,另一箱只有R1,如图


此结构优点:1.防止挤砂(同时具备如上方案优点)
案例三(只在分型面处倒圆角R1-R2)
此方案用于没有特殊要求的模具方案,可以直接在分型面与铸件之间做R1-R2的倒圆角,一般倒角的都是镶嵌样式结构的模样,如果不是镶嵌的加工后会造成飞边,容易坏掉,如果不是单镶的模样就不适合倒圆角和如上三种方案(可做斜倒角),后续会在浇注系统结构中提出一定要圆角那么如何来处理。
浇注系统倒角
以上介绍的都是模样上的倒角结构,接下来解说下浇注系统的倒角结构
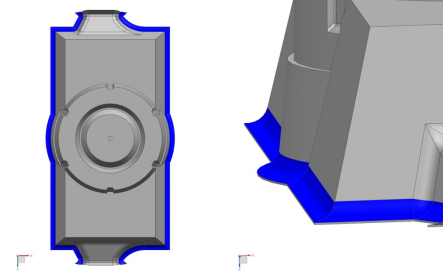
由于铸造的各种不定因素及设计方案各种方式不同,会对后期的浇注系统进行调整和翻箱的可能性,对于浇系来说就不适合镶嵌式,这样修改起来会对模具造成不美观及不易修改的不必要麻烦,但是又要保证分型面有圆角,一般来说最重要的是浇注系统根部留有R3-R6的圆角,原因是当铁水进入型腔时候第一时间经过的就是浇注系统,由于冲刷力和高温会造成尖沙部分被冲开,这样掉落的沙子就会流入型腔内造成大量铸件的报废,付出昂贵的损失,那么如何来制作倒圆角呢?请看下图
浇注系统倒圆角(冒口)
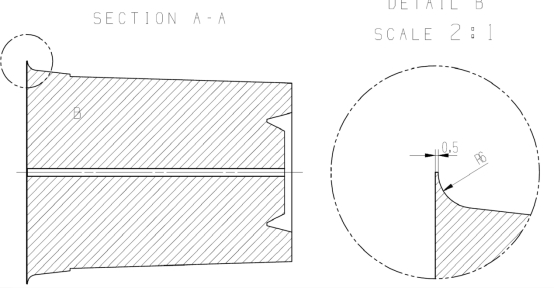
如图所示分型面处是做了0.5mm厚*R6的分型面结构,0.5mm是为了在模具加工时候不易被刀具挂掉,钳工在装配时候不易被磕碰掉,(相对没有厚度的样式来说)但是在安装和加工时候还是要格外细心操作避免损伤,在实际生产过程中根据客户及公司生产能力可做细微调整例如0.3mm*R3结构等等。(除了冒口.横浇道,内浇道都可以做如上结构)
联系方式
电话:15906845558
联系人: 尹老师
QQ:41780253
理论教学地址
宁波江东百丈东路1130号海运港
大厦417室
(紧邻江东欧尚超市旁)
实习教学地址
邱隘忠正模具厂
邱隘环城南路延伸段
蓝天工业设计公司
一鸣广告公司
乌托邦工业设计有限公司
行车线路

热点咨询
学校活动

象山一日游

中秋晚会

上课现场

辅导讨论

实习现场
