
你所在的位置:首页——模具设计培训,UG编程培训交流
侧面分型与抽芯机构的设计
作者:宁波蓝天电脑培训学校,时间:20201505
侧面分型与抽芯机构的设计
当塑件上具有于开模方向不同的凸起、凹槽和孔时,模具必须有侧向分型或抽芯机构。侧抽机构必须在塑件脱模之前完成抽芯动作,还必须在核模过程中让机构负位。我所设计的模具有三处需要设置侧抽机构。
侧抽机构的种类很多,一般分为机动、液动(气动)以及手动等三大类型。机动式分型与抽芯机构利用注射机的开模运动,并对其方向进行变换后,可将模具侧向分型或把侧向型芯从制品中抽出。这类机构虽然结构比较复杂,但操作方便,生产效率高,生产中应用最多。液动(气动)以液压力或压缩空气为动力,适于抽拔侧向长型芯,其抽拔力大、抽拔距长,多用于管状结构抽芯,但液动或气动装置成本较高。鸿准公司大多采用机动式。我所设计的模具结构中均采用机动式侧抽机构。下面分别介绍。
(一)插破侧抽机构
此插破处附近有三个小型的BOSS ,由于他们所在位置的限制,不能在公模侧设置斜销 。这种情况适于采用侧抽芯机构 ,而型芯在母模侧,在公母模分模之前必须将其抽出,否则将破坏型芯之上的成品部分,这一点公模滑块是办不到的 。
因为三板模在脱料板和母模板之间要进行第一次分模,可利用这一相对运动将侧芯型抽出,我考虑用母模滑块来实现。将驱动杆固定在上固定板上,这样在脱料板与母模板分离时使滑块于驱动杆发生相对运动,将侧芯抽出 。

开始考虑采用较常用的斜撑销作为驱动杆,但脱料板与母模板分模行程较长且脱料板也有8mm的行程,所设置的驱动轧杆在完成抽芯任务后还要不妨碍分模的继续进行,与斜撑销相干涉的模板部分必须逃空(如图7.1.2示),这样不仅破坏了模板的强度,而且是斜销处在较差的受力状态,另外,由于还必须设置楔紧块以防止注射是滑块因受型腔内熔体压力发生位移及帮助滑块负位,在原设定的模板宽度下难以设置,所以斜撑销不可取。改为较适用于这种情况的拨杆作为驱动杆 ,其形状如图 7.1.3 所示。
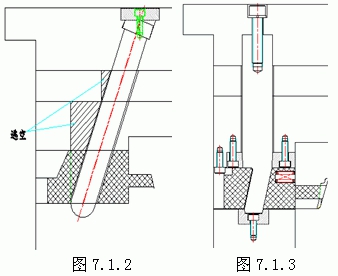
那么,此侧抽机构由拨杆、滑块、压板、固定装置及定位装置组成 。
1.拨杆的设计
拨杆的抽拔距S侧向型芯从成型位置到不妨碍塑件顶出的脱模位置的距离为抽拔距。为安全起见,抽拔距应比侧孔或侧凹的深度大1.5~3mm。此处侧孔的深度为5.75 mm,所以抽拔距
S=5.75+(1.5~3)=7.25~8.75 mm
拨杆的倾角α
拨杆与开模方向的倾角α是决定拨杆侧抽机构工作效率的重要参数,它的大小对拨杆有效工作长度、抽拔距及拨杆的受力情况有决定性的影响。由图7.1.4 可以看出

L=S/sinα
H=S*ctgα
其中
L—拨杆有效工作长度
H—与L对应的有效抽拔高度
从上可以得出,α值越大,L、H值越小,有利于减小注射模的尺寸。
α角的大小不仅影响L、H,还与抽芯时拨杆所受的弯曲力、脱模力有关(如图7.1.5 )

Fw=Ft/cosα
Fk=Ft*tgα
其中
Fw—拨杆所受的弯曲力
Ft—所需的脱模力
Fk—所需的开模力
从以上公式可以看出,α值增大,Fw 、Fk值都随之增大,对拨杆和塑模的强度与刚度不利。
由于注射机可提供的开模力都比较大,所以综合考虑,一般为了减小拨杆的受力取 α=10°~20°,为了使拨杆处于良好的受力状态α最高不超过15°。此处因抽拔距为7.25~8.75 mm,初取α为12°。
根据以上分析,可知拨杆的尺寸由抽拔距S、倾角α及有效工作长度L决定。
若初选S=8 mm,因拨杆与滑块之间有0.5 mm的间隙,所以要取S=8.5mm,由公式
H=S*ctgα=8*ctg12°=39.989mm 取H=40 mm
L=H/cos12°=40/cos12°=40.89 mm
初定拨杆的截面尺寸为24×18
拨杆的固定
因注射过程中注射压力很大,必须使拨杆牢固定位,否则会因拨杆的位移甚至变形导致制品的不合格,所以拨杆与和滑块相接触的两块耐模板之间为紧配合。
这样使拨杆处与良好的受力状态也使其更好的定位。为方便装配,在接触部位拨杆有2°~3°的斜角,此斜角也起到合模复位时的导角作用。另外为减小摩擦使运动过程顺畅,在脱料板和母模板上均逃料。而且,为减小应力集中在拨杆的有效抽拔的根部须倒圆角。
2.滑块和导滑槽
滑块的设计
滑块是侧抽芯机构中重要的零部件,注射成型和侧抽芯的可靠性都需要它的运动精度保证。它上面装有侧向型芯或成型镶板 ,它的结构形状根据具体制品模具结构设计,可以与型芯作成一个整体 ,也可采用组合装配结构。整体式在型芯较小、形状简单的情况下比较适用,此处型芯的截面为13.66mm×13.16mm,且较长,所以我采用有加工、修理方便等优点的组合式滑块。组合式结构把型芯与滑块分开加工,然后装配在一起,采用此结构还可以节省优质钢材(型芯用钢比滑块用钢要求多)。此处设计的滑块由滑块座和侧向型芯组成。
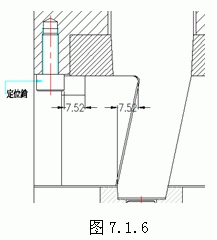
设计过程重要注意滑块的整体高度H不能大于导滑长度L,否则在侧抽过程中会产生过大的倾侧力距,使导滑面过早磨损。另外,为避免冲击在滑块座与拨杆接触的端部倒圆角R=2mm。此处及拨杆上的圆角影向了抽拔距,要对实际的抽拔距进行较核。如图7.1.6示 ,实际抽拔距为7.52mm ,在7.25~8.75 mm之间,符合要求 。
导滑槽的设计
侧向抽芯过程中,滑块必须在滑槽内运动,并要求运动平稳且有一定的精度。滑槽有几种常见的形式,我选择图示的这一种,由两块压板组成,此种形式其导滑部分易磨削且精度易保证,另外装配也比较方便。
定位装置
为保证合模时滑块与拨杆之间能够顺利复位,须采用滑块定位装置以限定滑块的滑动位置。采用设置一定位销(M6的螺钉)使其定位,如图7.1.6所示,在滑块上端部开一槽,距离定位销为7.52 mm,其具体尺寸见零件图H011S003。
弹簧的设置

抽芯力的计算
由于塑料在模具冷却后,会产生收缩现象,对模仁及型芯产生包紧力,从而产抽芯的阻力。根据文献一,可如此计算Ft=A×F0(μcosβ –sinβ)(N)
式中
Ft—抽芯力
F0—单位面积包紧力,一般可取7.85~11.77MPA
A—型芯被包紧部分的表面积
μ—塑料对钢的摩擦系数,一般取0.2左右
β—脱模斜度.
此处
F0取11.77 MPA A=62.98+62.98+78.5+20.58=225.04m㎡,
得 Ft=225.04×11.77×0.2 (由于β较小,故cosβ=1,sinβ=0)
=529.744N
拨杆的截面尺寸校核
拨杆在与滑块相对运动的过程中,由于包紧力所产生的抽芯阻力使得拨感受到跟达德弯曲力作用,有必要对其强度进行校核。计算如下
Fw= Ft/cosα=529.744/cos12°=541.58N
M= Fw*L/2=541.58×20.445=11072.6Nmm
³/6=182×24/6=1296mm²W=bh
²≦[σ]=13.7KN/cm²M/W=11072.6/1296=8.54N/mm
其中
M—拨杆承受最大弯距
W—抗弯截面系数
)² [σ]—许用弯曲应力(对碳钢可取13.7KN/cm
从以上结果可以看出,拨杆的将度足够。
(二) 斜销的设计
在制品上图标的位置有一深度仅为1.21mm的卡勾,这一结构能够成型并顺利脱模必须采用侧向成型或抽芯的装置。从卡勾所在位置可以看出,若仍采用滑块进行侧抽芯,由于卡勾的下面有成品部分无法设置滑块,那么侧芯必须伸出很长,设计与加工都很麻烦。像这样的结构较适合用斜销(成型斜顶杆)来成型。斜销比滑块所占的体积小,有利于减小模具的体积。
较常见的斜销是设置在公模侧,成型后依靠上下顶出板(或其它动力源)带动其沿着斜槽运动,退出有碍脱模的成品部分。但这一卡勾之下仍有成品部分,斜销无法从下端插入成型,只能设置在母模侧。由于斜销沿着斜槽滑动,可以随公模部分向下运动的同时退出卡勾
你所在的位置:首页——模具设计培训,UG编程培训交流
联系方式
电话:15906845558
联系人: 尹老师
QQ:41780253
理论教学地址
宁波江东百丈东路1130号海运港
大厦417室
(紧邻江东欧尚超市旁)
实习教学地址
邱隘忠正模具厂
邱隘环城南路延伸段
蓝天工业设计公司
一鸣广告公司
乌托邦工业设计有限公司
行车线路

热点咨询
学校活动

象山一日游

中秋晚会

上课现场

辅导讨论

实习现场
