
你所在的位置:首页——模具设计培训,UG编程培训交流
塑料模具型腔布局
作者:宁波蓝天电脑培训学校,时间:2014 12 24
注塑模的排位设计
一、设计原则
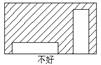
1、力求平衡、对称。
①各型腔在相同温度下同时充模。

③大小制品对称布置
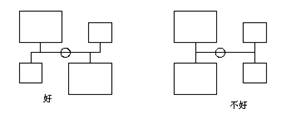
④模具力平衡,即注射压力中心与主流道中心重合,防止飞边。
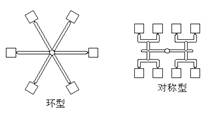
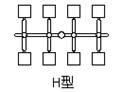
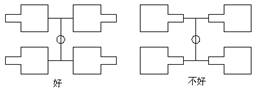
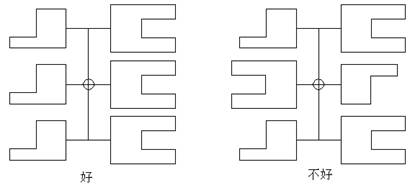
2、流道尽可能短,以降低废料率、成型周期和热损失。H型排位优于环形和对称型。
3、对高精度制品,型腔数目尽可能少。因为每增加一个型腔,制品精度下降4%。精密模具型腔数目一般不超过4个。
4、相同颜色、相同原料。
6、大近小远。

7、高度相近。
8、先大后小,见缝插针。

9、同一制品,大近小远。
二、平面尺寸的确定
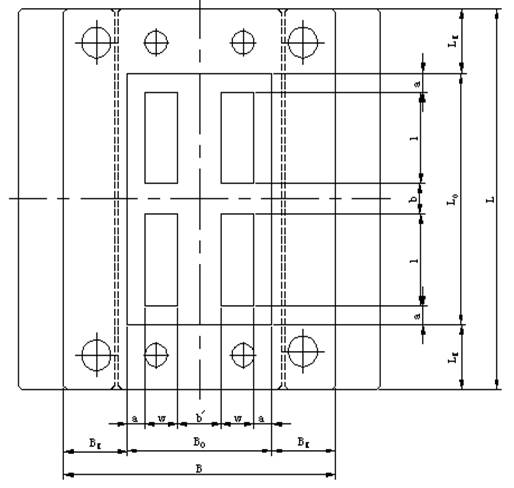
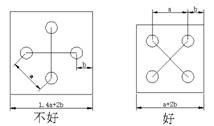
1、型腔到型芯边的距离a
a = 0.2×l + 170
·对模芯边走冷却水的深腔模具或带侧抽芯的模具,a可适当增加。
2、型腔之间的距离b
b≧a/2 ,一般取12~20mm。
·对于特别小的制品,b可取3mm。
·型腔之间布置有流道时,b′可取25~30mm,一般取30mm。
3、模芯尺寸B0×L0
模芯尺寸 = 制品尺寸+型腔到型芯边的距离+型腔之间的距离
·模芯尺寸超过200×200时,必须做成拼块结构。
4、推算模架
①模具尺寸系列
L B |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
15 |
√ |
√ |
√ |
|
|
|
|
|
|
|
20 |
|
√ |
√ |
√ |
|
|
|
|
|
|
25 |
|
|
√ |
√ |
√ |
√ |
|
|
|
|
30 |
|
|
|
√ |
√ |
√ |
√ |
|
|
|
35 |
|
|
|
|
√ |
√ |
√ |
√ |
|
|
40 |
|
|
|
|
|
√ |
√ |
√ |
|
|
45 |
|
|
|
|
|
|
√ |
√ |
√ |
|
50 |
|
|
|
|
|
|
|
√ |
√ |
√ |
②模架之成型范围
B |
BK |
B0 |
|
LK |
L0 |
150 |
35 |
80 |
|
35 |
L0 = L - 2 LK |
200 |
45 |
110 |
|
40 |
|
250 |
55 |
140 |
|
45 |
|
300 |
65 |
170 |
|
50 |
|
350 |
65 |
220 |
|
55 |
|
400 |
75 |
250 |
|
55 |
|
450 |
85 |
280 |
|
60 |
|
500 |
95 |
310 |
|
60 |
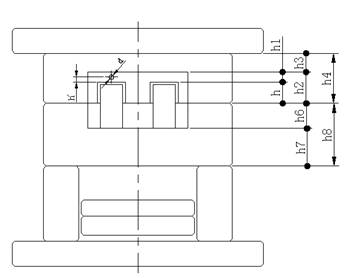
1、前模部分
①型腔背后模芯厚度h1,h1与冷却水孔的布置及制品的平面投影面积有关。
·无冷却水孔或制品较小时,h1取15~20mm。
·冷却水孔边到型腔的距离取1.5d,或取10~15 mm。
制品平面投影面积(cm2) |
h1(mm) |
d(mm) |
<40(6.32) |
20~25(20) |
6 |
40~77(8.72) |
25~32(30) |
8 |
77~116(10.72) |
32~38(35) |
10 |
116~154(12.42) |
38~50(45) |
12 |
154~193(13.92) |
44~64(50) |
16 |
>193 |
50~76(60) |
20 |
②A板开框背后厚度h3 = 25~35 mm
③前模芯厚度h2 = 制品厚度h+型腔背后模芯厚度h1
④A板厚度h4 =前模芯厚度h2+A板开框背后厚度h3
2、后模部分
①后模芯厚度h6,主要起藏core作用,一般取20~35 mm。
②B板开框背后厚度h7,主要承受来自型腔的注射压力,可以查选标准托板厚度。
B(cm) |
15、20 |
25 |
30、35 |
40 |
45、50 |
h7(mm) |
30 |
35 |
45 |
50 |
60 |
(第二点中其他未知的可在已知之间适当选取)(B板开框背后厚度比A板厚)
③B板厚度h8=后模芯厚度h6+ B板开框背后厚度h7
—END—
你所在的位置:首页——模具设计培训,UG编程培训交流
联系方式
电话:15906845558
联系人: 尹老师
QQ:41780253
理论教学地址
宁波江东百丈东路1130号海运港
大厦417室
(紧邻江东欧尚超市旁)
实习教学地址
邱隘忠正模具厂
邱隘环城南路延伸段
蓝天工业设计公司
一鸣广告公司
乌托邦工业设计有限公司
行车线路

热点咨询
学校活动

象山一日游

中秋晚会

上课现场

辅导讨论

实习现场
